In today’s manufacturing or material handling industries, overhead conveyors have become a very essential component to transport or palace heavy or bulk material efficiently, safely, and cost-effectively. These systems are especially valued in environments where floor space is limited or needs to be kept clear for operational activities. In this blog, we’ll explain to you what overhead conveyors are, their parts, applications, and benefits — with a diagrammatic explanation to help visualize the system more clearly.
Also Read: Material Handling Equipment
What is overhead Conveyor
Overhead conveyor is a type of material handling equipment that uses a continuous track to move items suspended from trolleys or carriers along a predefined path. These systems are installed above the working area, typically hung from the ceiling or a high-supporting structure, allowing free movement of personnel and equipment below. Overhead Conveyors are widely used in industries such as automotive, warehousing, food processing, electronics, textiles, and painting operations.
Overhead Conveyor Diagram
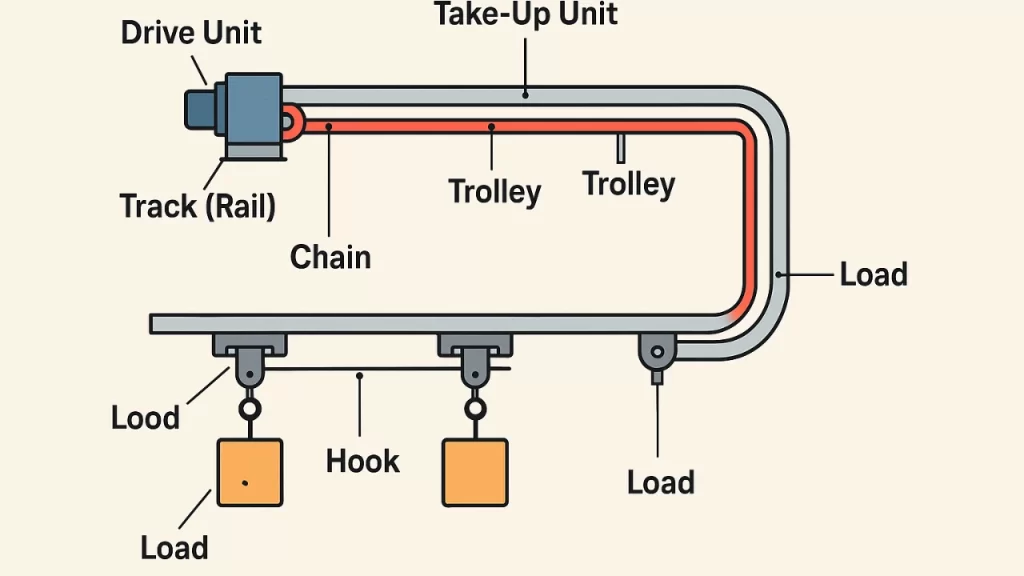
With the diagram of an overhead conveyor, we get a clear visual understanding of how the components work together. Below is an explanation of each part shown in a typical system diagram.
Overhead Conveyor Parts
Overhead conveyor made with the help of different small parts, each component plays a critical role in ensuring smooth, safe, and continuous movement of materials across various production and processing areas. From robust tracks and precision-engineered trolleys to durable chains, load bars, and motorized drive units, the proper selection and maintenance of these overhead conveyor parts is essential for long-term performance.
1. Track (Rail)
- The pathway that the trolleys move along.
- Can be straight, curved, or inclined.
- Made of steel or aluminum.
- Types: I-beam track, enclosed track.
2. Trolley / Carrier
- Small wheel-based unit that travels along the track.
- Holds the product or load via hooks, trays, or load bars.
- Can be manual or powered.
3. Chain / Cable
- Connects to the trolley and pulls it along the track.
- Driven by a motor unit.
- Can be open (I-beam) or enclosed (tube or slot).
4. Drive Unit (Motor and Gearbox)
- Powers the movement of the chain or cable.
- Includes electric motor and gear reducer.
- Determines speed and direction of conveyor movement.
5. Take-Up Unit
- Maintains proper tension in the chain or cable.
- Compensates for wear and thermal expansion.
- Ensures smooth, uninterrupted motion.
6. Load Bars / Hangers / Hooks
- Connect products to the trolley.
- Custom-designed depending on the load shape and size.
- Made from metal or composite materials.
7. Support Structure (Hangers / Brackets)
- Mounting system that holds the track overhead.
- Can be suspended from ceilings or fixed to steel frames.
- Ensures structural stability.
8. Switches / Turntables / Diverters
- Change the path or direction of the trolleys.
- Used for routing to different workstations or zones.
- Electrically or pneumatically controlled.
9. Control Panel / PLC System
- Brain of automated systems.
- Controls speed, routing, accumulation, and timing.
- Can include HMI screens, sensors, and diagnostics.
10. Sensors and Limit Switches
- Monitor trolley position, movement, and load presence.
- Help in safety, load tracking, and automation.
Common Applications Include:
- Automotive Manufacturing: Transporting body shells, components, or tools between stations.
- Paint Shops and Coating Lines: Carrying parts through painting booths, drying ovens, and cooling zones.
- Garment and Textile Industry: Moving clothes or fabrics on hangers for sorting or packing.
- E-commerce and Warehousing: Sorting and routing packages between picking and packing zones.
- Food and Beverage Processing: Handling sealed food items through different preparation or inspection stages.
There are lots of industries which manufacture overhead conveyors, for best quality or robust solution we want a manufacturer, who always focused toward quality, reliability, durability and satisfaction of customers. Laxmi Conveyor is one of the renowned Overhead conveyor manufacturers and suppliers. We have a wide range of material handling equipment such as I-Beam Overhead Conveyors, Enclosed Track Conveyors, Power & Free Conveyors, Monorail Conveyors and more. We are committed to engineering the right overhead conveyor solution for your business — no matter how complex your operation. Whether you’re expanding a plant or automating a new line, we provide customized, scalable, and cost-effective conveyor systems to power your productivity.




