An overhead conveyor system is one of the most efficient material handling solutions used in modern industries. Designed to transport products above the working area, these systems help maximize floor space, improve workflow, and increase productivity.
At Laxmi Conveyor, we offer reliable and customized conveyor solutions that meet the specific needs of different industries. Our expertise in conveyor design and manufacturing helps businesses achieve smoother and more efficient operations. From automotive manufacturing plants to paint shops, warehouses, and assembly lines, overhead conveyors play a vital role in streamlining operations.
What is an Overhead Conveyor?
An overhead conveyor is a material handling system installed above the floor level. Instead of transporting products on ground-based conveyors, items are suspended from carriers, hooks, or trolleys that move along an overhead track.
This design helps free up valuable floor space while allowing continuous movement of products through various production stages.
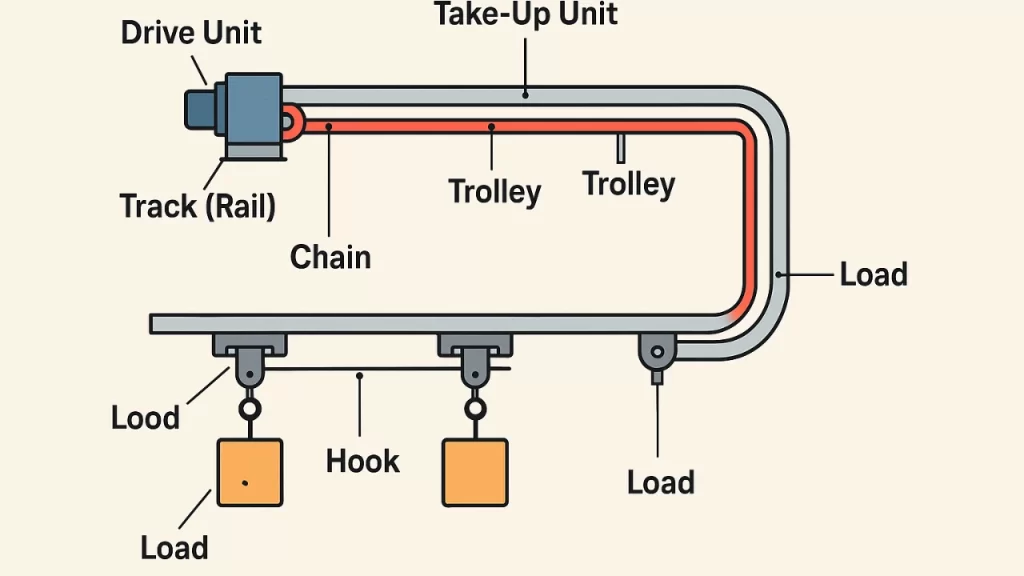
Overhead Conveyor Diagram
An overhead conveyor diagram typically illustrates the track layout, drive system, carriers, chains, trolleys, and supporting structures. By studying the diagram, operators and maintenance teams can better understand how the conveyor functions and identify individual components. A properly designed overhead conveyor diagram serves as a valuable reference for installation, troubleshooting, and maintenance activities.
Main Overhead Conveyor Parts and Their Functions
To understand how the system works, it is important to know the major overhead conveyor parts and their specific roles.
1. Conveyor Track
The track forms the pathway along which the conveyor moves. It supports the trolleys and guides the entire material handling process.
The track can be straight, curved, inclined, or customized according to the facility layout. It is one of the most critical overhead conveyor components because it determines the movement path of the products.
2. Overhead Conveyor Chain
The overhead conveyor chain is the driving element that powers the system. It travels through the track and pulls the carriers or trolleys carrying the load. Manufactured from high-strength steel, the overhead conveyor chain is designed to withstand continuous operation and heavy-duty industrial conditions. Proper lubrication and maintenance of the chain are essential for ensuring long service life and reliable performance.
3. Trolleys
Trolleys move along the track and support the load carriers. They are connected to the overhead conveyor chain and travel smoothly throughout the conveyor system. The trolley design varies depending on load capacity and application requirements.
4. Carriers or Hangers
Carriers are attached to the trolleys and hold the products being transported. These may include hooks, baskets, fixtures, or customized attachments designed for specific materials. Carriers ensure products remain secure during transportation and processing.
5. Drive Unit
The drive unit provides the mechanical power needed to move the conveyor chain. It usually consists of an electric motor, gearbox, drive sprocket, and control system.
6. Take-Up Unit
The take-up unit maintains proper tension in the overhead conveyor chain. It compensates for chain elongation caused by wear and temperature variations.
Correct chain tension helps prevent operational issues and extends equipment life.
7. Support Structure
The support structure holds the entire conveyor system securely in place. It includes brackets, hangers, columns, and a framework designed to withstand operational loads.
8. Curves and Switches
Many conveyor systems require directional changes to navigate through the facility. These specialized overhead conveyor components improve system flexibility and efficiency.
Benefits of Overhead Conveyors
- Maximized Floor Space:Since products are transported overhead, valuable floor space remains available for equipment, storage, and personnel movement.
- Improved Productivity: Continuous material flow reduces bottlenecks and increases production efficiency.
- Enhanced Safety: Overhead systems minimize manual lifting and reduce workplace accidents.
- Flexible Layout: Modern conveyor systems can be customized with curves, switches, and multiple routes to accommodate complex facility designs.
- Lower Handling Costs: Automation reduces labor requirements and improves operational efficiency.
These benefits make overhead conveyors an ideal solution for various industrial applications.
Applications of Overhead Conveyor Systems
Overhead conveyors are widely used in:
- Automotive manufacturing plants
- Paint and coating lines
- Powder coating facilities
- Warehouses and distribution centers
- Food processing plants
- Assembly lines
- Packaging industries
- Heavy engineering facilities
The versatility of these systems makes them suitable for transporting products of various sizes and weights.
Understanding a complete overhead conveyor diagram helps businesses gain valuable insight into the structure and operation of their conveyor systems. Key overhead conveyor parts such as the track, trolley, carrier, drive unit, and overhead conveyor chain work together to create an efficient material handling solution.
Laxmi Conveyor specializes in designing and manufacturing advanced conveyor solutions tailored to industrial requirements. We offer durable systems built with high-quality overhead conveyor components that ensure smooth performance, long service life, and minimal maintenance.




